Сервисное обслуживание и услуги
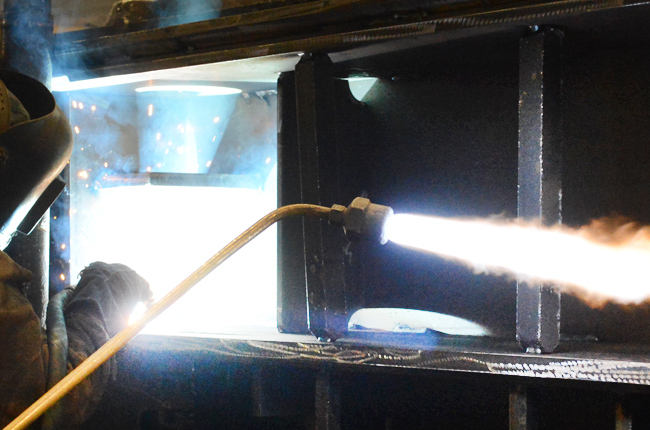
Сварка
ручная сварка покрытым электродом:
- стали типа S235, S355
- кислото- и жаропрочные материалы
- углеродистые и легированные стали, предназначенные для машинных элементов
сварка методом MAG:
- стали типа S235, S355 и NVE36
- стали типа WELDOX420, S420G2 +M, S420G2 + Q, P460NL1, S690QL
- кислото- и жаропрочные нержавеющие стали; хром-никелевые (Cr-Ni),
хром-никель-молибденовые (Cr-Ni-Mo)
сварка закрытой дугой (UP):
- стали типа S235, S355 и NVE36
- стали типа S420G2 + M , S460N, S460ML, P460NL1
полуавтоматическая сварка порошковой проволокой в оболочке защитных газов FCAW стали.
сварка методом TIG::
- стали типа S235, S355
- алюминий
- кислото- и жаропрочные стали
упрочнение поверхностей методами:
- ручным, покрытым электродом
- методом MAG
- полуавтоматическим, порошковой проволокой в оболочке защитных газов FCAW.
Сварщики имеют допуск в соответствии со стандартом PN EN ISO 9606-1, дающим право на сварку технических устройств при условии их приемки Управлением технического надзора, Транспортным техническим надзором и другими квалификационными обществами.
Для сварки повторяющихся элементов предлагаем использовать сварочных роботов. Максимальные значения элементов, свариваемых роботами, составляют: вес до 50 000 кг, длина до 20 000 мм, ширина до 2 000 мм, высота до 4 000 мм.

Сервисное обслуживание и услуги
Компетентная и опытная сервисная команда АО "FAMAK" (FAMAK S.A.) предлагает полный спектр услуг по техническому обслуживанию и модернизации перегрузочных, транспортных и крановых машин и устройств.
- мы предоставляем услуги по ремонту и модернизации оборудования в области механики, гидравлики, электротехники и КИПиА,
- мы заботимся о техническом обслуживании оборудования в соответствии с рекомендациями технической и эксплуатационной документации, сводя к минимуму возможные простои оборудования, вызванные поломкой,
- мы планируем ремонт и определяем направления модернизации оборудования, адаптируя его к потребностям и финансовым возможностям нашего клиента,
- мы специализируемся на техническом обслуживании, ремонте и модернизации гидравлических систем, располагаем специализированным оборудованием, которое позволяет определить техническое состояние этих систем. Оказываем поддержку клиенту от этапа проектирования до запуска системы.
- мы проводим проверку оборудования под контролем УТН или ТТН:
- готовим оборудование для прямого исследования
- разрабатываем RESURS устройств
Многолетний опыт, накопленный при проектировании, производстве и обслуживании оборудования, гарантирует нашим клиентам комплексную, надежную и профессиональную техническую экспертизу устройств.
Эксперименты, в частности, охватывают:
- в области стальной конструкции устройств:
- определение степени деградации лакокрасочного покрытия
- состояние сварки и резьбовых соединений
- измерение толщины стальных элементов и определение степени потерь от коррозии
- измерение геометрии конструкции
- в области механизмов:
- контроль правильности работы механизмов (приводов, движущихся элементов)
- определение степени износа элементов приводной системы
- в области гидравлических систем:
- проведение измерений эксплуатационных параметров гидравлической системы:
- определение степени износа насосов и двигателей путем измерения давления и производительности,
- определение параметров гидравлического масла: класса чистоты, физико-химических свойств масла,
- диагностика внутренней утечки.
- в области электрооборудования:
- оценка состояния электрической установки, документированная электрическими измерениями:
- электрических проводов
- двигателей
- электрических аппаратов
- проверка правильности работы соединений безопасности и всей аппаратуры КИПиА, включая системы на базе драйверов PLC
В результате проведенных исследований клиент получает:
- подробное описание текущего состояния исследуемого устройства
- выводы и рекомендации для дальнейшей эксплуатации
- предложение по ремонту или модернизации
- документацию по ремонту
Слесарные и монтажные работы
- составление
- соединение
- монтаж стальных конструкций

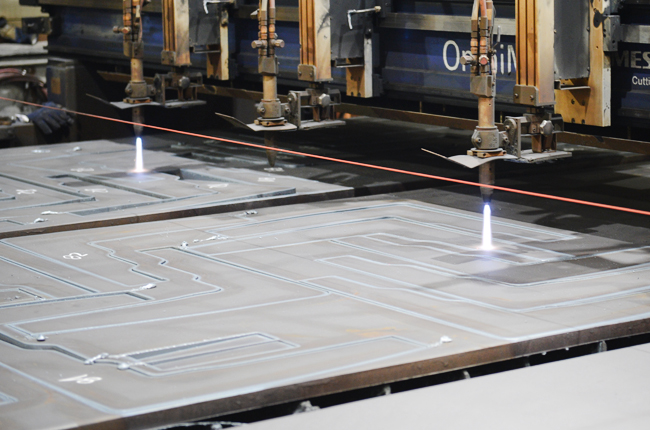
Резка, гибка, тиснение и калибровка деталей из листового металла
Группа FAMAK предоставляет следующие услуги:
- газовая резка (ручная, полуавтоматическая, автоматическая); толщина обожженной углеродистой стали, низколегированной от 3 до 200 мм, диаметр режущих кругов от 100 мм до формата листового металла; при автоматической газовой резке предлагаем обжиг обычной и высококачественной стали; рабочий стол 3,5 м x 12,5 м x 2.
- автоматическая резка плазмой (рабочий стол 3 м x 24 м, толщина обожженных листов металла от 1 до 25 мм).
- сгибание, штамповка и вырезание эксцентриковым прессом, листогибочным прессом (600 Т, макс. L 8000 мм), горизонтальным прессом, намотчики для листового металла (макс. ø 800 мм и L3200 мм), намотчики для профиля.
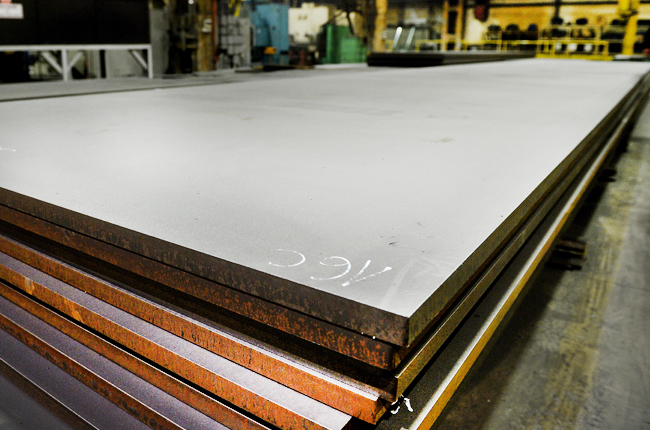
Очистка поверхности перед производством.
Мы очищаем поверхность перед дробеструйной обработкой с помощью полуавтоматической технологической линии, роторного очистителя, а также туннельного и турбинного очистителя. Максимальные размеры очищаемого листового металла составляют 7000 мм x 6000 мм x 17900 мм.
Дробеструйная обработка стальных конструкций.
Дробеструйная обработка конструкций осуществляется в специальных дробеструйных камерах компании SCHLICK.
- размер рабочей камеры; 8м х 6м х 25м
- дверной проем: 6м х 6м Q=40T
- Максимальные размеры очищаемой конструкции: шир. 5,8 м х выс. 5 м x дл. 44 м.

Покраска и сушка стальных конструкций.
Покраска и сушка стальных конструкций осуществляется в специализированных кабино-сушилках компании ZUGIL.
- размер рабочей камеры: 8,4м х 7м х 27м.
- дверной проем: 6м х 6,5м Q=25T/ось.
- Максимальные размеры окрашиваемой конструкции: шир. 5,8 м х 5,88 м х 27 м.

Термохимическая обработка.
Термохимическая обработка осуществляется с помощью электрических камерных печей (рабочая зона камеры: 1,1 м х 0,7 м х 3,2 м), ямных печей для азотирования, ямных печей для цементации, универсальных подавателей для индукционного закаливания (зубчатые колеса модуль от 5 до 37 - для ø4900 мм, ролики для ø160 и L 1900 мм).
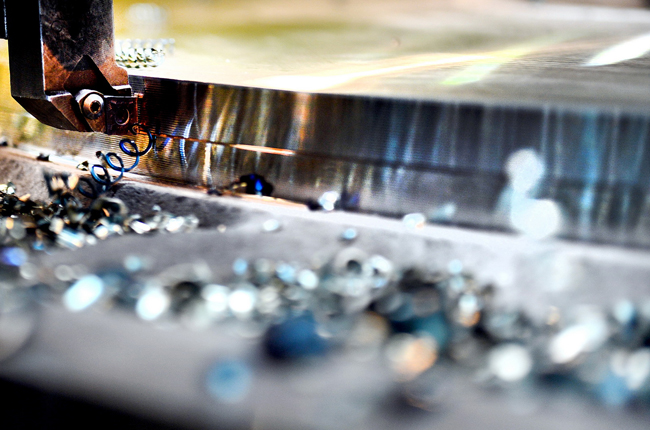
Механическая обработка
Обработка резанием осуществляется с использованием тяжелых, средних и легких винторезных токарных станков, токарных станков с числовым программным управлением, карусельных токарных станков, сверлильно-фрезерных станков для столов, плит, радиальных и координатно-измерительных сверлильных станков, вертикальных и инструментальных фрезерных станков, роликовых, дырокольных и плоскошлифовальных станков.
- точение на винторезных токарных станках для ø 1600 и L 6000 мм
- обработка на фрезерно-токарном центре CNC для ø320 и L 1000 мм
- обработка на настольном сверлильно-фрезерном станке с ЧПУ; рабочая зона 2500 мм x 1800 мм x 2000 мм Q = 12 000 кг
- обработка на плиточном сверлильно-фрезерном станке с ЧПУ; рабочая зона 4800 мм x 9000 мм x 4750 мм
- обработка на плиточном сверлильно-фрезерном станке; рабочая зона 4000 мм x 18000 мм x 5000 мм
- фрезерование на вертикальных и горизонтальных фрезерных станках; рабочая зона 1600 мм x 1250 мм x 400 мм Q= 1500 кг
- резка на пилах: для ø440 мм и L 12000 мм
- долбление на долбежном станке: стол ø800 мм, макс. ход 420 мм
- шлифование валов: для ø350 мм и L 1240 мм
- шлифование отверстий: для ø160 мм и L 160
- шлифование плоскостей: рабочая зона 300 мм x 1000 мм x 450 мм
- фрезерование на огибающем фрезерном станке: для ø800, модуль 1-14
- долбление на долбежном станке Fellows: для ø500 мм